Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




01-11-2006, 00:00
Projektowanie z uwzględnieniem montażu znacznie zmniejsza złożoność maszyn przeznaczonych do cięcia za pomocą plazmy
Inżynierowie z firmy Hypertherm Inc., producenta systemów do cięcia plazmowego, wiedzą co nieco o cięciu metali. Wiedzą również, jak… ciąć koszty. I to dużo kosztów. Podczas przeprojektowywania jednego z najlepiej sprzedających się urządzeń do cięcia plazmowego udało im się zmniejszyć liczbę części składowych z ponad 1000 do mniej niż… 500 (!). Czas montażu urządzenia zmniejszył się z 20 do mniej niż pięciu godzin, a wydajność aktualnych operacji montażowych firmy zwiększyła się czterokrotnie — bez zwiększania powierzchni zajmowanej przez montaż lub wprowadzania kosztownej pracy dwuzmianowej. – Takie przeprojektowanie pozwoliło firmie zaoszczędzić około 5 milionów dolarów na kosztach montażu tylko w ciągu ostatnich 24 miesięcy – informuje Mike Shipulski, Menedżer Działu konstrukcyjnego.
URZĄDZENIE do cięcia plazmowego typu HPR130 firmy Hypertherm Inc. poddane analizie metodą „Projektowanie z uwzględnieniem montażu”, która umożliwiła zmniejszenie liczby części o połowę w porównaniu do poprzednich wysokowydajnych modeli
Zespół konstruktorów firmy Hypertherm zaprojektował nie tylko wykrawarkę, która jest prostsza i tańsza w produkcji, ale jednocześnie lepiej dopasowana do potrzeb użytkowników. Zarówno poprzednie, jak i nowe urządzenia, charakteryzują się dużą dokładnością cięcia (0,5mm), co predysponuje je do cięcia precyzyjnego. Przeprojektowany model o prądzie cięcia 130 A, oznaczony HPR130, tnie tak samo szybko jak inne aparaty tej firmy o prądzie cięcia 200 A. Nowe urządzenie zapewnia również zmniejszone koszty eksploatacyjne. Shipulski uważa, że koszty eksploatacyjne zmodernizowanego urządzenia są mniejsze o dwie trzecie w porównaniu do kosztów poprzedniej wersji, dzięki bardziej wydajnemu wykorzystaniu energii i materiałów eksploatacyjnych.
W jaki sposób konstruktorzy to osiągnęli? Mówiąc krótko, dokładnie przeanalizowali każdy pojedynczy komponent wchodzący w skład układu zasilania elektrycznego, palnika i systemu sterowania gazem aparatu do cięcia plazmowego. Następnie zastosowali metodę projektowania z uwzględnieniem montażu, która pomogła im wyeliminować lub scalić setki komponentów. Poniżej przedstawiamy w szczegółach ich strategię i decyzje projektowe, które dały w wyniku największe zmniejszenie liczby części składowych i czasu montażu.
Praca na montażu
Zadaniem numer jeden dla zespołu kierowanego przez Shipulskiego było spędzenie pewnego czasu na linii montażowej firmy Hypertherm — nie tylko w celu obserwacji, lecz także montując produkty firmy. Jak mówi Shipulski, inżynierowie nie usłyszą krytycznych uwag o swoich konstrukcjach jeśli będą większość czasu przebywać w swoich boksach. Z tego powodu „zesłał” na tydzień czterech inżynierów na poziom montażu.
Spędzili czas na ręcznej obróbce części wchodzących w skład urządzenia do cięcia plazmowego, które miało być przekonstruowane (HD3070) i tworzeniu dla części wykresów Pareto obejmujących wszystkie różne typy i ilości komponentów tego urządzenia. Okazało się, że około dwie trzecie wszystkich części to – jak podaje Shipulski – elementy mocujące i złącza.
Inżynierowie sami zmontowali kilka urządzeń typu HD3070 oraz innych modeli. – Wrócili skrwawieni, spoceni i z poczuciem braku szacunku dla swoich konstrukcji – mówi Shipulski, żartując tylko… połowicznie.
Wrócili również ze strategią działania w celu zmniejszenia złożoności aparatów do cięcia plazmą. Czas spędzony w dziale produkcji umożliwił zespołowi konstruktorów zapoznanie się z innym produktem, urządzeniem HT 2000, najprostszym modelem, ocenianym przez pracowników jako najłatwiejszy w montażu.
Brian Currier, konstruktor mechaniki i jeden z czterech inżynierów, którzy spędzili pewien czas na produkcji, również wrócił mając w głowie wiele uwag od pracowników montażu. – Na początku bardzo się z nas naśmiewali – mówi Currier – lecz później stali się bardziej otwarci w wyrażaniu swoich sugestii. A te sugestie okazały się bardzo cenne, zwłaszcza że praktyczne doświadczenie w montażu znaleźć można tylko na linii montażowej. – Wróciłem zdumiony, że montują taką ilość różnych urządzeń – dodaje Currier.
Decyzje konstrukcyjne
Uzbrojeni w wykresy Pareto oraz osobistą wiedzę na temat urządzeń do cięcia plazmą, konstruktorzy z zespołu Shipulskiego przystąpili do przeprojektowania urządzenia. W tej fazie pracy opierali się głównie na mocno sfatygowanym egzemplarzu podręcznika Design for Assembly (DFA – projektowanie z uwzględnieniem montażu) wydanego przez Boothroyd Dewhurst.
Jak wspomina Shipulski, to co ujawniło DFA okazało się stopniowymi zmianami – na zasadzie „część tu, część tam – jak on to opisuje. Lecz proces pomógł również określić pewne obszary dojrzałe do konsolidowania lub eliminowania komponentów na dużą skalę. Na przykład, w zespole sterownika łuku pomocniczego aparatu do ciecia plazmowego zmniejszono ilość części z 88 w poprzednim modelu do 16 w nowym. Zespół wymiennika ciepła nowego urządzenia składa się tylko z 3 części w porównaniu do 20 w poprzednim modelu. A obwód czynnika chłodzącego i zespołu filtra zmniejszył ilość części z 11 w starym modelu do 3 w nowym urządzeniu.
Lista ta nie ma końca, lecz można wyłonić pewne wspólne problemy. Zespół konstruktorów firmy Hypertherm prawie wypowiedział wojnę niepotrzebnym elementom mocującym wszelkiego rodzaju. Przejście z przewodów na obwody drukowane z komponentami do montażu powierzchniowego i przewlekanego pozwoliło wyeliminować dziesiątki elementów mocujących, jak informuje Currier. – Każdy przewód mocowany jest czterema elementami – zauważa.
Zespół konstrukcyjny przemyślał również sposób wykorzystania konstrukcji z blachy. – Poprzednio tworzyliśmy proste kształty z dużą ilością otworów przejściowych i zamocowań – mówi Currier. Podczas przekonstruowania urządzenia, konstruktorzy wspólnie z dostawcą elementów z blachy spotkali się na „burzy mózgów” w celu zintegrowania zamocowań i wsporników. Wysiłek ten zaowocował usunięciem następnych dziesiątek części i skróceniem czasu montażu.
Metoda DFA skierowała również konstruktorów w kierunku projektowania sprzecznego z intuicją. W poprzednich modelach, na przykład, funkcje wyboru i pomiaru gazu były zgromadzone w jednym podzespole zbudowanym wokół aluminiowego kolektora o wymiarach 600 × 600 × 300 mm. Zespół kolektora składający się z dwóch części wymaga założenia w kanale skomplikowanej uszczelki. Aby złączyć obie części należy użyć 20 śrub dokręcanych w określonej kolejności, z określonym momentem. – Sądziliśmy, ze jesteśmy wystarczająco sprytni, aby zintegrować wszystko – wspomina Currier. Lecz montaż kolektora pochłaniał około 10 godzin. Natomiast po przekonstruowaniu rozdzielono funkcje wyboru i pomiaru na dwie mniejsze jednostki. Nowa konstrukcja ma dużo prostszy kolektor, a wszystkie połączenia wykonane są wężami z szybkozłączami, które przychodzą od dostawcy w zestawach oznaczonych kolorowym kodem. Wprowadzenie dwóch oddzielnych, czyli prostszych komponentów, zamiast jednego skomplikowanego zmniejszyło czas montażu o… 87%.
Więcej DFA w przyszłości
Doświadczenia firmy Hypertherm z DFA okazały się tak pozytywne, że zespół konstruktorski wdrożył oprogramowanie Design for Manufacturing and Assembly (DFMA – projektowanie z uwzględnieniem produkcji i montażu) firmy Boothroyd Dewhurst. Oprogramowanie to, obejmujące niektóre z zasad podanych w podręczniku DFA, uwzględnia również przyszłe operacje montażu i produkcji. Shipulskiemu podoba się, że oprogramowanie generuje raporty stanowiące wspólny język dla inżynierów podczas usuwania zbędnych części z ich projektów. – Stało się to standardem podczas opiniowania wszystkich naszych nowych produktów – dodaje. A inżynierowie w firmie pilnie stosują metody DFMA do niektórych ze starych, tradycyjnych produktów firmy.
Co do urządzenia HPR 130, pierwszego projektu firmy stworzonego wg metody DFA, to stało się ono jednym z najlepiej sprzedających się produktów firmy, z wielkością rocznej sprzedaży dwa razy większą, niż zastąpione przez nie poprzednie urządzenie do cięcia plazmowego. Nawet przy tej większej sprzedaży, koszty obsługi gwarancyjnej wynosiły jedną dziesiątą kosztów poprzedniego urządzania. – To nie jest rozdzielanie. To jest… cięcie części – mówi Shipulski, i nie jest to dla niego zaskoczeniem. – Należy pamiętać, że zmniejszona ilość części jest podstawą niezawodności i trwałości – podsumowuje.
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
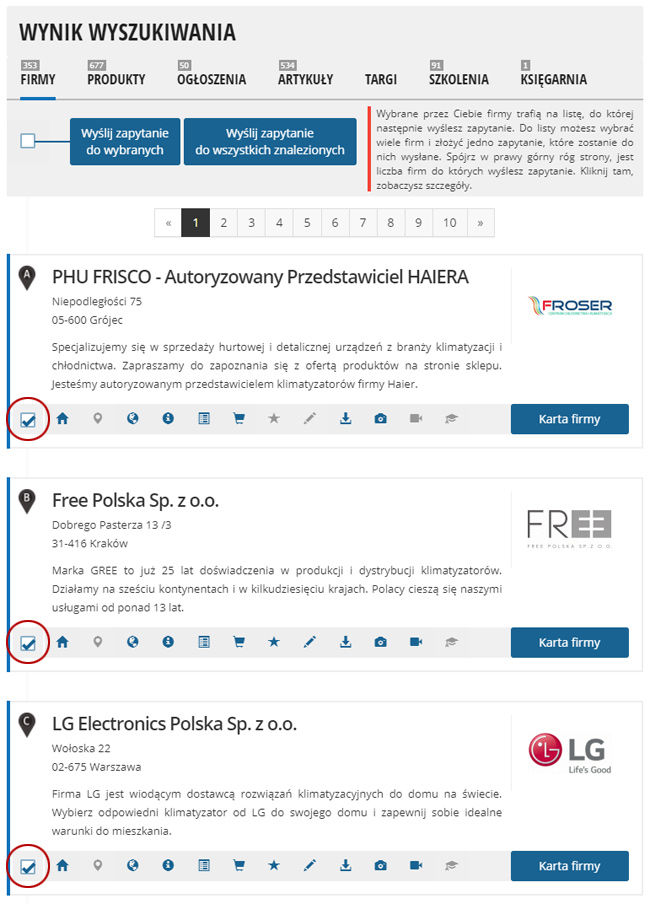
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
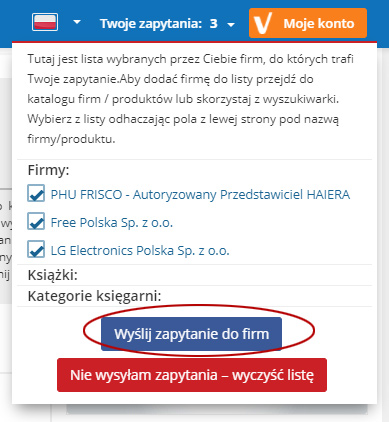
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
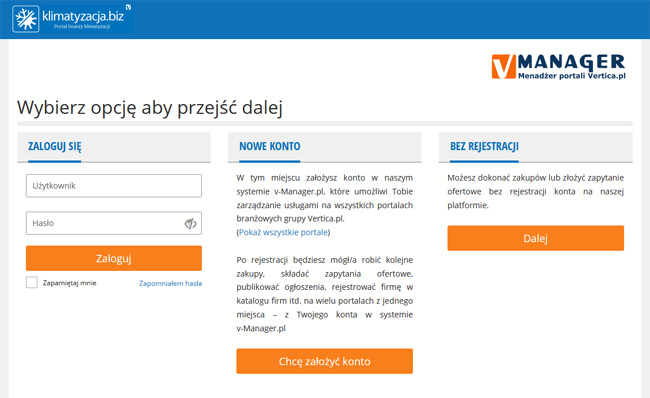
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
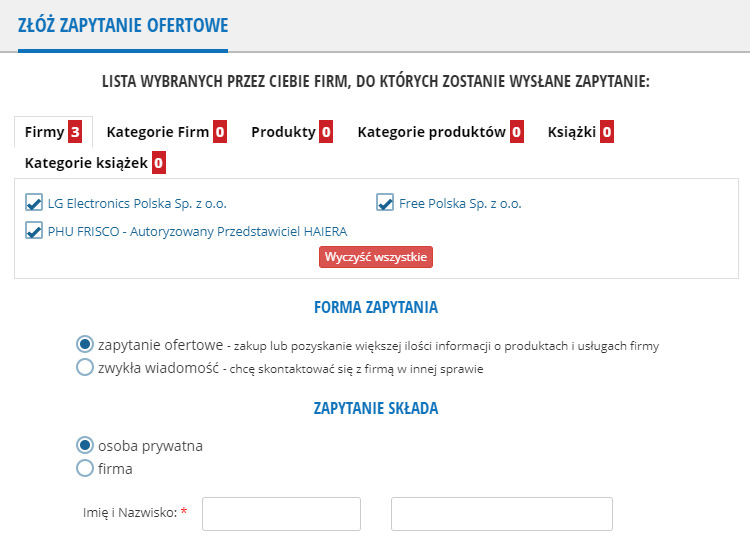
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.