Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




25-07-2017, 00:00
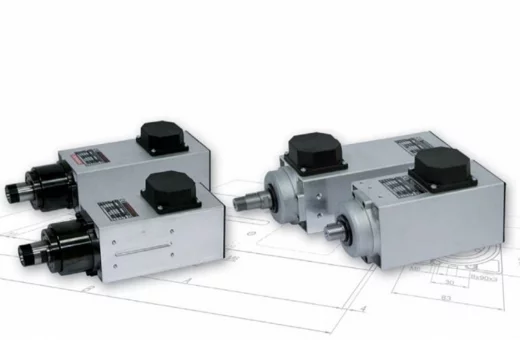
 Każdy profesjonalny operator maszyn CNC z pewnością zgodzi się ze stwierdzeniem, że decyzja dotycząca wyboru odpowiedniego wrzeciona CNC to sprawa niebagatelna. Wrzeciona szczotkowe w plastikowej obudowie, choć sprawdzają się może w amatorskiej pracy przy miękkich tworzywach, to przy poważniejszych zadaniach - typu obróbka stali czy metali kolorowych – zdecydowanie już nie i błyskawicznie się zużywają.
Każdy profesjonalny operator maszyn CNC z pewnością zgodzi się ze stwierdzeniem, że decyzja dotycząca wyboru odpowiedniego wrzeciona CNC to sprawa niebagatelna. Wrzeciona szczotkowe w plastikowej obudowie, choć sprawdzają się może w amatorskiej pracy przy miękkich tworzywach, to przy poważniejszych zadaniach - typu obróbka stali czy metali kolorowych – zdecydowanie już nie i błyskawicznie się zużywają.
Warto sięgnąć po wrzeciona profesjonalne, czyli wrzeciona bez-szczotkowe w metalowej obudowie osadzone na ceramicznych łożyskach, których praca regulowana jest falownikiem CNC. Należy podkreślić, że przy umiejętnej pracy trwałość wrzecion bez-szczotkowych wynosi nawet 10 lat. Wysokiej jakości elektrowrzeciona znajdą Państwo pod adresem: https://www.akcesoria.cnc.info.pl/40-elektrowrzeciona

Na jakie parametry i właściwości wrzeciona bez-szczotkowego powinniśmy zwrócić uwagę? Czym mamy się kierować przy zakupie profesjonalnego wrzeciona CNC, zwanego także głowicą frezerską?
Pierwszą cechą, na którą warto zwrócić uwagę, to obroty. Natomiast drugim ważnym parametrem jest moc wrzeciona.
Kryterium I: wartość obrotów wrzeciona CNC
Na tabliczkach znamieniowych wrzeciona bez-szczotkowego znajdziemy nominalną wartość obrotów – przykładowo: 12 000 obr./min. , 15.000 obr./min. , 18.000 obr./min. , 24.000 obr./min. czy 40.000 obr./min.. Obrotami sterujemy za pomocą przemiennika częstotliwości, czyli falownika. Pamiętajmy jednak, że zgodnie z zasadą momentu pędu, obniżając obroty silnika, równocześnie spada także jego moc. I nie jesteśmy w stanie tego przeskoczyć.

Należy mieć również świadomość, że nie istnieją na rynku uniwersalne wrzeciona bez-szczotkowe. Jeżeli zależy nam na większej mocy wrzeciona CNC, to równocześnie musi ono mieć znacznie większą średnicę łożysk, których wielkość niekorzystnie wpływa na prędkość obrotową wrzeciona. Podążając dalej tym tropem: sporych rozmiarów średnica łożyska wiąże się z większą siłą odśrodkową kulek oddziałujących na jego pierścienie – skutkiem tego, jest wzrost wydzielania ciepła. To jeden z powodów, dla których wrzeciona o najwyższych obrotach produkowane są w mocno ograniczonych zakresach mocy.
Do obróbki drewna, różnego typu laminatów, aluminium czy materiałów kompozytowych stosuje się wrzeciona CNC, charakteryzujące się wysokimi obrotami. Wrzeciona CNC o wysokich obrotach nie znajdują zastosowania przy obrabianiu stali nierdzewnej czy tworzyw sztucznych.
Kryterium II: moc wrzeciona CNC
Przejdźmy teraz do kolejnego ważnego kryterium, czyli do mocy wrzeciona bez-szczotkowego CNC. Decydującym o wyborze właściwego rozwiązania czynnikiem jest niezbędna nam średnica frezów i rodzaj materiałów, które poddawane są obróbce.
Jeśli pracujemy przy obróbce, takich materiałów jak drewno, laminaty, tworzywa termoplastyczne czy aluminium frezami do 5 mm, to należy sięgnąć po wrzeciono 0.8kW 24.000 obr./min. . Przy większej średnicy wg poniższego zestawienia:
Przy obróbce stali rekomendujemy wybór wrzeciona bez-szczotkowego o mniejszych obrotach – najlepiej w przedziale od 15 000 do 18 000 obr./min. i mocach rzędu – 3,3 kW do 10 mm; 5,6 kW do 12 mm; 7kW do 16mm, 10kw do 20mm.
Wrzeciono CNC o większej mocy znajduje swoje zastosowanie w sytuacji gdy musimy wiercić w stali. Przykładowo, sięgając po wiertło 6 mm to wiercąc wrzecionem 5.6 kW 18 000 obr./min. przy 2000 obr./min. otrzymujemy tylko 0,6 kW.
Artykuł powstał dzięki firmie Akcesoria CNC oferującej wysokiej jakości silniki elektryczne: https://www.akcesoria.cnc.info.pl/38-silniki-elektryczne

Artykuł sponsorowany
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
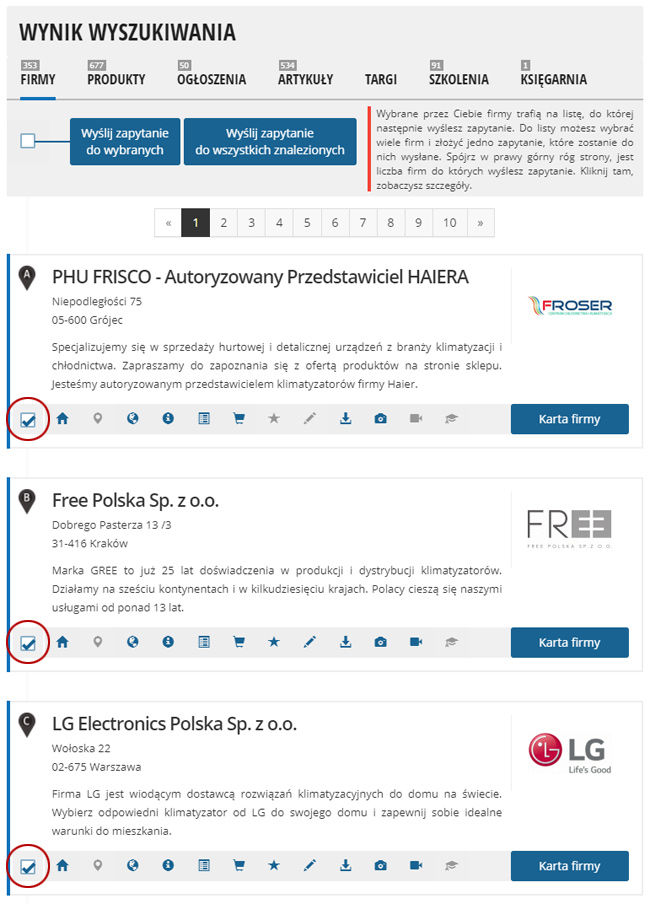
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
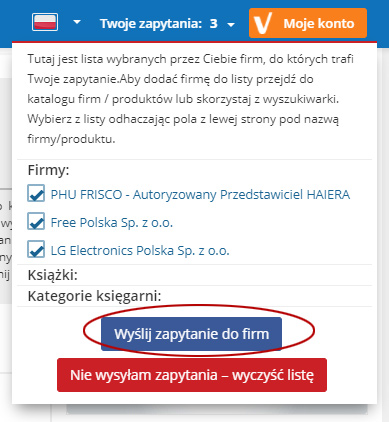
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
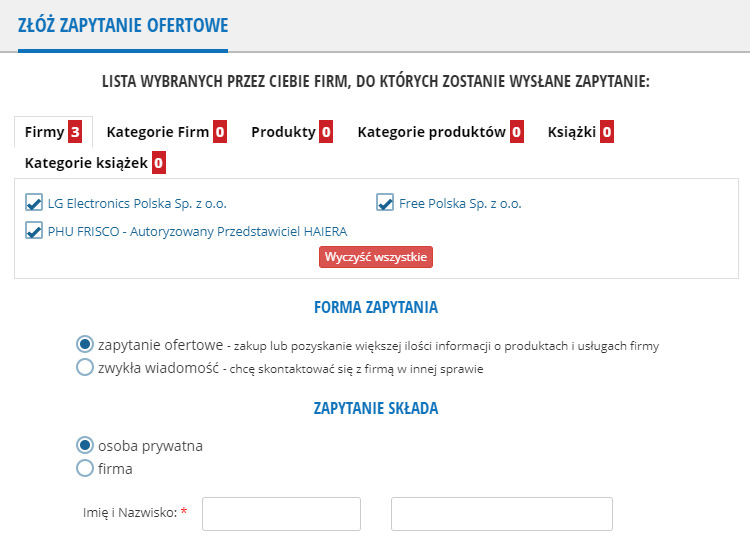
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.